產品介紹:等離子弧氣刨機在技術性(xìng)能上已全麵升級。 引弧形成功率達100%,能量集中、切口光滑、形變小、電流穩定。 采用高壓整流(liú)二(èr)極管,確保電壓不穩(wěn)定時不擊穿。 電(diàn)流采用F級絲包線盤式工藝,提高氣刨連續性。 主控板無觸點雙向可控矽控製。
|
|
|
|
技術參數:
主要技術參數/機型 |
Pc-160 |
氣刨槍冷(lěng)卻方式 |
空氣冷卻 |
耗氣量L/min |
180 |
空氣壓力MPa |
0.3~0.4 |
重量(liàng)(Kg) |
250 |
輸入電流(A) |
70 |
外形(xíng)尺寸:長(zhǎng)*寬*高(cm) |
96*64*100 |
氣刨:深度*寬度^2(mm) |
8*12 |
氣刨(páo)材料 |
黑色金屬、有色(sè)金屬、稀有金屬 |
輸入電壓:380V三相交流電(50/60Hz) |
|
|
碳弧氣刨是利用炭棒與工件之間產生的電弧熱將(jiāng)金屬熔化,同時用壓縮空氣將這些熔化金屬吹走,在金屬(shǔ)上刨削出溝槽的一種熱加工工藝。
而等離子弧氣刨是利用高溫高速(sù)的(de)等離子(zǐ)弧來進行加熱,將局部金屬熔(róng)化並吹除!
等離子(zǐ)弧氣(qì)刨與碳弧氣刨都可以用來進行金屬材料焊縫的清根(gēn),但是碳弧氣刨因為使用的是碳棒(bàng),因此在(zài)使用後會對母材表麵(miàn)產生一定程度的(de)滲碳現象;而且(qiě)等離子弧(hú)氣刨與碳弧氣刨 根本的區別就是等離子氣刨沒有滲碳,因此等離子氣刨在加工(gōng)後,可以免去後道的去滲碳層的工作。
等離子弧氣刨的能量密度高(gāo),電弧及熱量比較集中(zhōng),電弧挺度好,氣刨槽比較整(zhěng)齊,利於後道進行自(zì)動(dòng)或者手工焊接。持槍可以連續作業,可以配套半自動小車,或者專業(yè)工裝進行自動化氣刨,從而達到提高生產效率作用(yòng)。
目前,不(bú)鏽鋼材料清根主要采用手工碳弧氣(qì)刨。其中有兩種場合不易用碳弧氣(qì)刨:一種是接觸強腐(fǔ)蝕介質(zhì)的超低碳不鏽鋼,二是對冷裂紋十分敏感的高強合金鋼(gāng)厚板。這(zhè)是因為采用(yòng)碳弧氣刨會(huì)在材料表層產生較強的滲碳,為了(le)避免滲碳(tàn)對焊接的不良影響(xiǎng),焊接前必須用工具打磨掉滲碳層。
因此等離子氣刨的優越性及推廣範(fàn)圍就非常值(zhí)得肯定,該技術(shù)在未來的清根領域將會發揮舉足輕重的作用!
常州91成人焊割設(shè)備有限公司生(shēng)產的PC-160等離子弧設備可以具備手工氣刨、數控氣刨的功能,采用高頻引弧技術,可滿足全天候連續工作。
離子氣刨可以使用空氣、氮氣、氬氣(qì)/氫氣等其他混合氣進(jìn)行氣(qì)刨。氬氣,氫氣的混合氣能夠在不鏽鋼材料表麵提供清潔(jié)、明亮、光滑的溝槽,能夠增大金屬的去除效率(lǜ)而不在金屬表麵形成夾(jiá)雜物,刨削速度也較快。等離子氣刨完全可以對不鏽鋼等有色金(jīn)屬進行氣刨清根,並且清根後比(bǐ)碳弧氣刨更易於實(shí)現自動化。利(lì)用等離子弧氣刨對不鏽鋼刨削避免了常規碳弧(hú)氣刨對鋼體滲碳的問題,清根後(hòu)表麵無需打磨,可直接施焊,能顯著提高工作效率及焊接質量。 |
| 清潔高效的等離子弧氣(qì)刨,焊工的一大福音! |
現有的清根(gēn)技術通常采(cǎi)用(yòng)碳弧氣刨、角磨砂輪機、等離子弧清根方法,其中:角磨砂輪機、碳弧氣刨是傳統方法,在工程中應(yīng)用較為廣泛,等離子弧氣刨清根是目前比較新(xīn)的方法。
對於碳(tàn)弧(hú)氣(qì)刨的缺點:
1.手工操作對工藝規範很難掌握,清根後(hòu)的焊縫往往寬窄不一,深淺不勻,容易產生結碳現象(禁止在不鏽鋼材料上使用碳弧氣刨)。尤其是對自動焊的單V型坡口(kǒu),清根後的坡口形狀和尺寸很難保證,直接影響到焊縫質量(liàng)和焊接效率的提(tí)高。
2.碳弧氣刨清根產生的噪聲、煙塵對(duì)環(huán)境汙染(rǎn)嚴重,不利於環保。
3.對材料有局限性,有很多技術(shù)要求是禁止在(zài)不鏽鋼(gāng)材料上使(shǐ)用(yòng)碳弧氣刨的;即使允許,也要求刨後的不鏽鋼表麵必須將增碳的表麵(對耐腐蝕性能有害)全部打磨清(qīng)除(chú)。
4.所用碳棒燒損快,不(bú)能連續作業,工效低,施工成本高。
等離子氣刨工藝研究
精細等離子在氣刨領域的應用越來越廣(guǎng)泛,它是利用(yòng)高溫在噴嘴處噴射出來的高速氣流(liú)離子化,從(cóng)而形成導電體。當電流通過時,該氣體即形成高溫等離子電弧,電(diàn)弧的熱量使工件切口處的金屬局部熔化(和蒸發),並借助高速(sù)等(děng)離子氣流的動力排除熔融(róng)金屬以形成切(qiē)口的一種加工方(fāng)法。它利用環形氣流技(jì)術形成的細長並(bìng)穩定的等離子電弧,保證(zhèng)了能夠(gòu)平穩且經濟地切割任何導電(diàn)的(de)金屬,並具有氣刨精(jīng)度高,氣刨(páo)速度快的優勢。
等離(lí)子氣刨工藝技術,它隻需要等離子的電源,割炬和刨嘴即可(kě)實(shí)現等離子氣刨,必要時采(cǎi)取刨割熱板,采取空氣、氧氣、氮(dàn)氣或氬氣/氫氣(H35)實施,若采取空氣,相比等離子切(qiē)割隻需具有較低的空氣壓力,柔和的(de)、較寬的弧,刨削傾角調整範圍廣。
通過大量(liàng)的工藝試驗,確定在氣體(tǐ)壓力、刨槍距工件工作麵距離一定的情(qíng)況下,對溝槽形狀、尺寸(cùn)和效率(lǜ)的影(yǐng)響,在(zài)30°~60°傾角範圍內刨削效率*高。 |
|
等(děng)離子氣刨的應用及對比(bǐ)
為了研究等離子刨削(xuē)的先進性(xìng),我們分別采取某(mǒu)知名品牌的(de)1000A碳弧氣刨機和150A等離子氣刨機進行對(duì)比試驗。
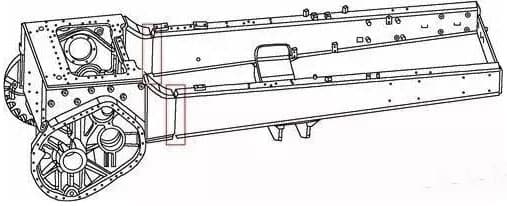
試驗條件為:碳(tàn)弧氣刨采取8mm碳棒,等離子氣刨氣體采用(yòng)普(pǔ)通壓縮空氣,試驗材料采用推土機主(zhǔ)機架關鍵焊縫如圖2所示,主要材質為Q460C低合金高強鋼(gāng)板。 |
圖2 試驗工件及焊縫位置示意 |
(1)刨削溝槽質(zhì)量對比
針對兩台同位置的焊接缺陷采取碳弧(hú)氣刨(已修磨)和等離子(zǐ)氣刨後(hòu),外觀質量(liàng)如(rú)圖3所示,
首先本次試驗碳弧(hú)氣刨速度為0.6~0.8m/min,焊(hàn)縫刨削質量較差,且溝槽較寬對母材(cái)影響較大,刨削速度對刨槽(cáo)尺寸和表麵質量都有(yǒu)一定的影響,刨削速度(dù)太快會造成碳棒(bàng)與金屬相碰,使碳粘在刨槽的頂端,形成所謂“夾碳”的缺陷,必須經過砂輪修磨後的方可進行焊接措施。刨槽表麵有厚度為0.54~0.72mm的硬化層,硬化層是由於處於高溫的表層金屬被急冷後(hòu)而造成的,而不是滲碳的結果,並(bìng)隨工藝參數的變化而變化,但*深≤l.0mm。
150A等離子弧(hú)速度為(wéi)1.5m/min,刨削溝槽質量好,尺寸規則,且很少或基本上不需要打磨,同時無碳(tàn)層,若采取氮氣或氬氣/氫氣(H35)等介質保護實施屏蔽了空氣,金屬珠與空氣不發生反應,可以(yǐ)留(liú)下一(yī)層氮化物,有助於進一步焊接。 (2)煙霧(wù)發塵量(liàng)對比
考慮到刨削現場產生強(qiáng)弧光和(hé)大量煙塵,要求刨削(xuē)操作人員必須穿戴防護,尤其是防護麵罩。然後針對兩(liǎng)種刨削方式(shì)進行(háng)防護罩內、工作(zuò)區以及工作區外(2m)分別收集發塵量並進行檢測對比,同時針對工作區刨削溝槽產生區附近進行(háng)發塵量的采集對比。 |
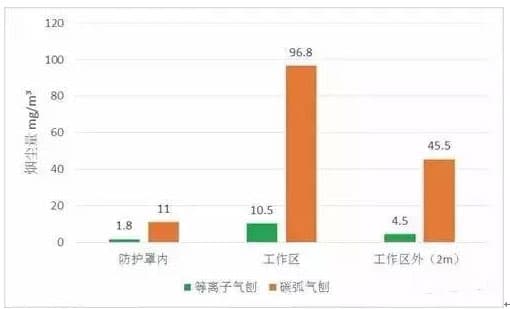 圖4 發塵(chén)量數據對比1 |
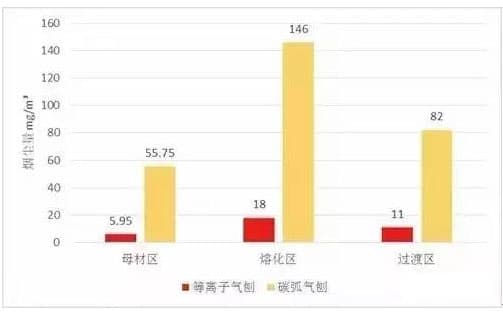 圖(tú)5 刨削發塵量數據對比2 |
通過刨削煙霧和發塵量數(shù)據的收集進行分析,可以得(dé)出如下結論:
①煙(yān)塵量濃度由高(gāo)到(dào)低依次為:工作區、工作區外、防護罩內。
②刨削產生區的煙塵量由(yóu)高到低(dī)依次為熔化區、過渡區、母材區。
③單位(wèi)發塵量:等離子氣刨發(fā)塵量遠遠低於碳弧氣刨(páo)。
(3)成本效率對比(bǐ)
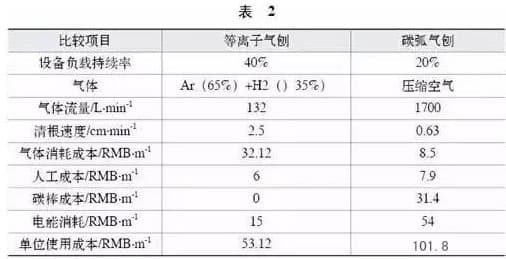
兩種刨削設備負載持續(xù)率按分(fèn)別為等離子40%、碳弧氣刨20%,采取相應的刨削速度進行(háng)多批次工藝試驗,得出綜合使用成本如表2所示,可以看(kàn)出等離子氣刨較碳弧氣刨無需碳棒電極,減少了消(xiāo)耗品損耗,使用(yòng)綜合成本較碳弧氣刨(páo)低約50%;同時等離子(zǐ)氣刨不劇烈,安全性高,沒有潛在的火災危險,噪(zào)聲(shēng)較小,同(tóng)時(shí)擁有更快的氣刨速度,節約勞動力成本同時(shí)減少潛在缺陷,不需要專門配置除塵設備,如表2所示。 |
|
通過上述等離子氣刨和碳(tàn)弧氣刨在三個方麵(miàn)的對比試驗分析,等離子刨(páo)削具(jù)有明顯的使用優越性,同(tóng)時針對焊接缺陷的工(gōng)件修複(fù)的溝槽焊道無需(xū)進(jìn)行(háng)二次打磨,形成的一層氮化物對(duì)後續的焊接起到了促進作用,確保(bǎo)焊縫返修的質量效果。
綜上(shàng),等離子刨(páo)削(xuē)技術在焊(hàn)接缺陷的清根處理中表現出了一係列優(yōu)點:
◆可以用於任何(hé)金(jīn)屬材料
◆刨後的溝槽(cáo),焊接前僅需少量或不需清理。
◆由於刨後的表麵清潔,無任何增(zēng)碳,等離子氣刨特別適合於(yú)鋁和不鏽鋼材料。
◆比碳弧氣(qì)刨噪聲低10db
◆比碳(tàn)弧氣刨時的煙塵發生量少
◆由於(yú)刨後不增(zēng)碳,焊前不需要打磨除(chú)碳。
同時使用成本較(jiào)低(dī),安全性高,尤其刨削弧光(guāng)弱、噪聲小、煙霧少深受廣大一線操作人員喜愛,更好地保護了操作者的(de)身心健康。 |




 關注我們
關注我們
